")



Beim Optical Bonding soll ebenfalls am besten jedes Material mit jeder Form „verbondet“ werden. Eine One-Fits-All-Lösung ist indes auch hier nur auf Kosten der Qualität möglich.
Höher als die Nachfrage nach Optical Bonding ist derzeit eigentlich nur der Wunsch nach einer Allzwecklösung für das transparente Laminieren. Wie so oft, wünschen sich Kunden und Auftraggeber einen Dienstleister, der am besten jedes Material mit jeder Form „verbonden“ kann. Zweidimensional, dreidimensional, egal. Die Qualität lässt allerdings dann oft nur zu wünschen übrig. Der Grund ist schnell gefunden: eine One-Fits-All Lösung für qualitative Bondings existiert nicht. Das höchste der Gefühle sind grundlegende Ansätze. Was Kunden und Dienstleister erwarten können, was nicht erwartet werden darf und wo die €-Stellschrauben sind, zeigen Erkenntnisse aus der Praxis sowie aus zerstörungsfreien Analysen. Sie präsentieren die Ursache, warum sich die Qualität so sehr unterscheidet: den Kleber und dass jedem Kleber eigene Anwendungsverfahren! Im Sinne des Reverse Enginee-rings wird dadurch deutlich, wo es klemmt und wie es richtig geht.


Warum der Kleber maßgeblich über die Qualität von Optical Bonds entscheidet und was Bonder daraus lernen können
Die schlechte Nachricht vorne weg: Obwohl es keine echten Kriterien bezie-hungsweise Vorgaben für Optical Bondings gibt, kann sich nicht jeder als Laminierdienstleister ausprobieren und „einfach mal machen“! Denn: Die beteiligten und benötigten Prozesse werden zu meist völlig falsch definiert, die relevanten Schritte völlig falsch bewertet. Bonder – oder die, die es werden wollen – scheitern dann allzu oft an der Qualität oder gar Funktionalität ihres Erzeugnisses. Grob gesagt genügt es eben nicht, auf Material A einen Kleber B aufzutragen und dann mit Material C irgendwie zu verbinden. Die jeweiligen Vor- und Nachteile chemischer oder physikalischer Bindungen müssen Fall für Fall berücksichtigt werden. Darüber hinaus gibt es zahlreiche andere Qualitätshindernisse, denen kaum oder zu spät Beachtung geschenkt wird.

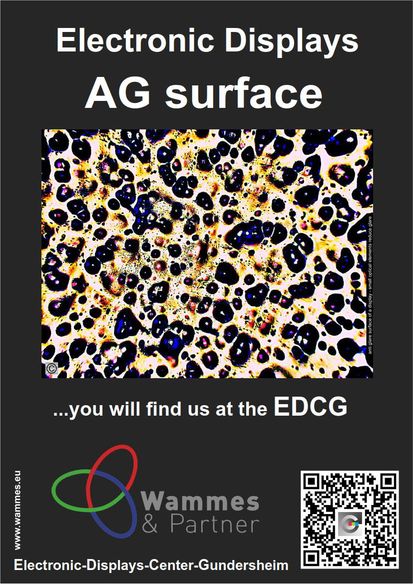
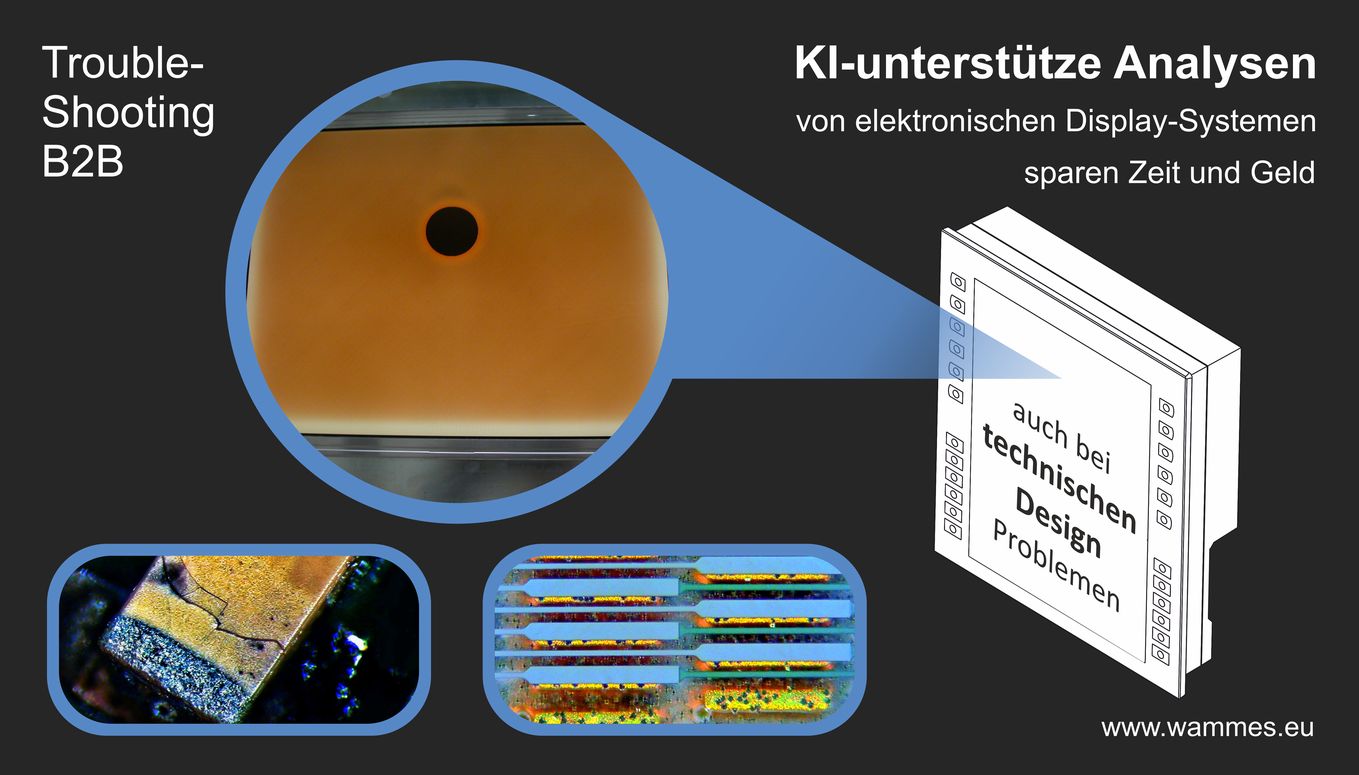
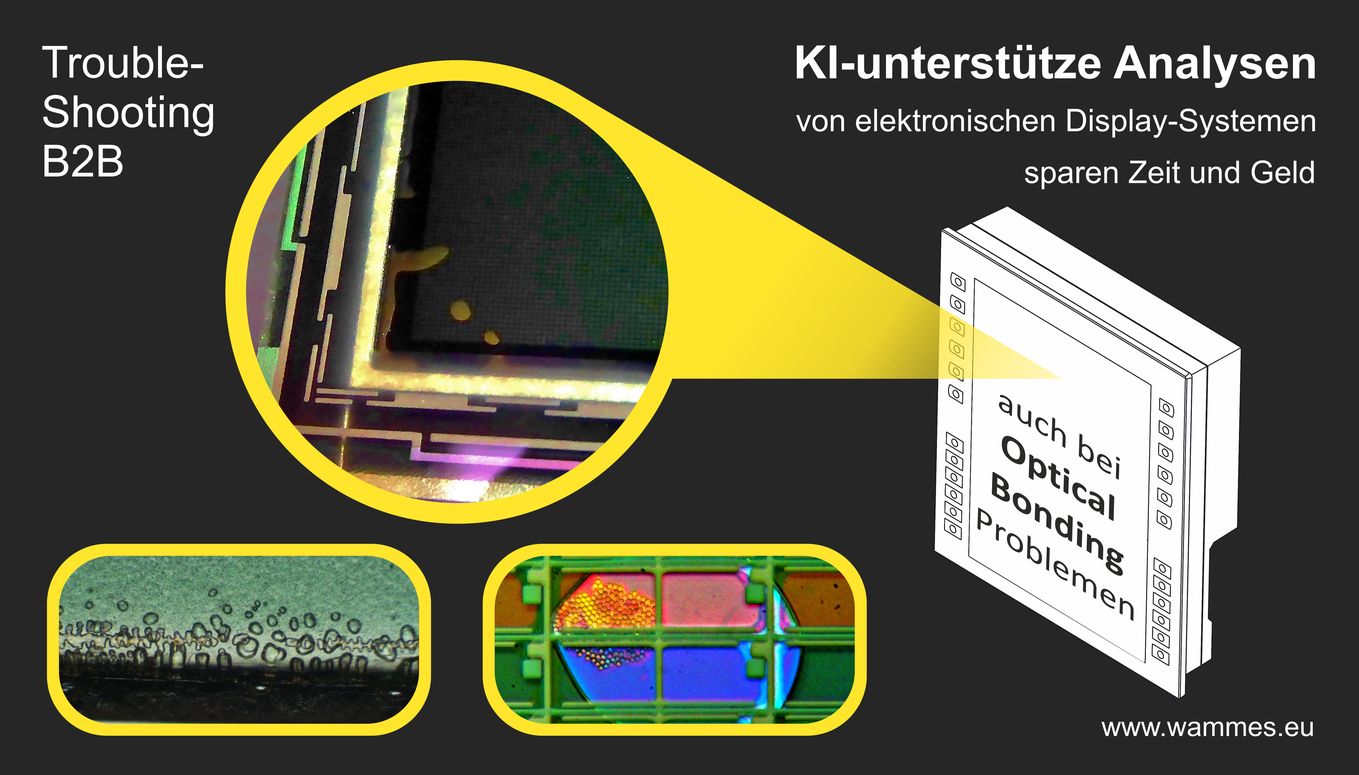
Die untere Bildhälfte zeigt die Bond-Fläche mit vielen Blasen und Teilablösungen.
Beides steigert sich zur Gerätekante (schwarzer Streifen in der Bildmitte).
In Fehlfarbendarstellung lässt sich sogar die verbleibende Restklebekraft
ablesen und die Diffusionskanäle von der Kante nach innen erkennen.
Mangel physikalischen Verständnisses
So fehlt es in erster Linie an grundlegendem physikalischem Verständnis. Das zeigt sich bereits einen Schritt vor dem Bonding selbst, beim Vorrichtungsbau. Bonder sollten mechanisch gewährleisten müssen, dass die Teile in der Position zueinander bleiben, in der sie verklebt werden sollen. Die Toleranzen sind minimal. Hinzu kommt, dass für ein optisch sauberes Bonding auch tatsächlich sauber gearbeitet werden muss. Es klingt trivialer als es ist, aber die zu verklebenden Teile dürfen in der Bonding-Vorrichtung schlichtweg nicht mit Kleber verschmiert werden. Ansonsten kontaminiert bereits der erste Laminierprozess die ganze Apparatur. Eine Zwischenrei-nigung kostet Zeit und Geld. Besonderes letzteres ent-scheidet jedoch zu oft über die Qualität des Ergebnisses. Nicht zwingend nur deswe-gen, weil Qualität vermeintlich alleine von den Kosten für Material respektive Kleber abhängt. Eher, weil falsche Entscheidungen getroffen werden, wenn das Verständnis über beteiligte (physikalische) Prozesse für das tatsächliche Bonding fehlt. Unbeteiligte oder Unwissende sollten nicht vorgeben, welches Material verwendet wird, wenn beispielsweise der Einkauf besondere Kon-ditionen für zum Beispiel einen speziellen Flüssigkleber ausgehandelt hat.
Gelingt ein sauberes Bonden, folgt nicht selten der nächste Fehler: Schmutz, der selber verschuldet ist. Neben Dreck zwischen den verklebten Materialien ist das hauptsächlich Kleber, der an Bonding-Rändern herausgepresst und nicht oder nicht fachmännisch gesäubert wird. Für manche, ohnehin nicht auf Dauer ausgelegte, modeabhängige Devices mag gelten, dass solch eine Verunreinigung keine Rolle spielt. Alle anderen Bonds müssen folgenden Fragen standhalten: Können Klebereste nachträglich durch Reinigungsmittel chemisch oder mechanisch überhaupt entfernt werden? Was passiert mit dem Kleber? Lässt seine Klebewirkung durch das Putzmittel nach oder wird sie gar noch stärker, womit künftig an der Fuge erst recht Schmutz kleben bleibt? Die wichtigste Frage von allen ist jedoch: Ist ein flüssiger Kleber überhaupt die richtige Variante?

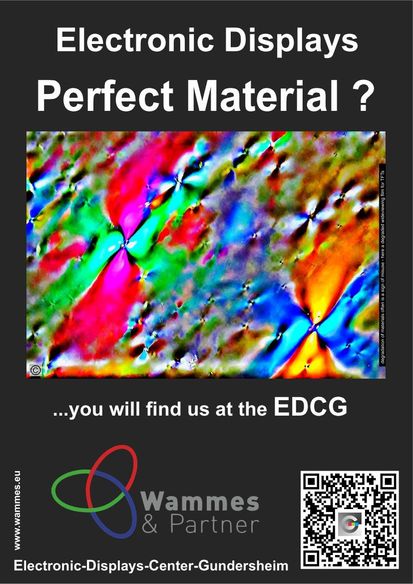
Eingeschlossene Blasen bei optischen Bond haben immer einen Grund, hier die Verunreinigung einer Komponente
Kleben ist nicht kleben
Flüssige Kleber, sogenannte OCR (Optical Clear Resin), werden häufig bei nicht ganz ebenen Flächen oder ungleichen Abständen ein-gesetzt. Sie verteilen sich gleichmäßig zwischen den zu verbondenden Materialien und verkleben relativ einfach und schnell, meist mittels UV-Licht, Feuchtigkeit oder Hitze. OCR bieten sich daher besonders bei vielen Unwägbarkeiten an. Jedoch muss der Bonder mit einer anschließenden Reinigung rechnen. Das treibt die Kosten, nicht nur infolge von Zeitaufwand und Reinigungsmittel, sondern auch für Schutzmaßnahmen zu den oft gesundheitsschädlichen Klebern und Reinigern. Hinzu kommt, dass die Stärke der OCR in manchen Fällen auch eine große Schwäche ist: Im dreidimensionalen Raum, zum Beispiel beim Laminieren einer gebogenen Form läuft der Kleber aus der vorgegebenen Position.
Eine Alternative bietet das OCA (Optical Clear Adhesive). Diese einfach anklebenden Folien finden beispielsweise bei Sicher-heitsscheiben Verwendung. Mit Ausnahmen handelt es sich dabei um keine chemische, sondern eine physikalische Verklebung. So ist es eher möglich, den Kleber-verbund zu lösen. Das bedeutet jedoch gleichzeitig, dass die Adhäsionskräfte geringer sind und Oberflächen wie beispielsweise Glas, die auf Mikroebene rau sind, nicht zwingend 100-prozentig vollflächig benetzt werden. Damit steigt die Wahrscheinlichkeit der Delamination bei Stress wie Scherkräften, die zum Beispiel durch Temperaturunterschiede erzwungen werden. Denn OCA besitzen ebenfalls einen eigenen Ausdehnungskoeffizienten.
Zwar kann die Klebefolie zwischen 50 und 180 Mikrometer dick sein - jedoch reicht das nicht um große Unterschiede in den Ausdehnungskoeffizienten kompensieren zu können. Wenn daher zwei unterschiedliche Materialien verklebt werden, können OCA die mechanische Deformation nur schlecht ausgleichen. Schließlich entsteht bei Klebefolien im Einsatz bei dreidimensionalen Körpern ein Übermaterial wie zum Beispiel Falten, das zumindest kosmetisch sichtbar ist, Toleranzen vergrößert und andere Funktionen behindert.
Der Mittelweg ist auch nicht golden
Eine Art Hybrid aus OCR und OCA bietet das Precured. Es liegt als klebende Masse in Folienform vor und ist völlig flexibel. Precured kann auf alle Strukturen aufgebracht werden und eignet sich als einzige Variante somit auch recht einfach für 3D-Körper. Durch seine vordefinierte Materialstärke werden die Klebefugen bei jedem Material und jeder Geometrie gleich dick. Da keine Reste an den Seiten austreten, ist keine Reinigung notwendig. Einen zusätzlichen Vorteil für das Re-Working bieten die Zwitterverbindungen zwischen chemischem und physikalischem Kleber, die Bindung mittels Van-der-Vaals-Brücken: Verbundene Teile können in einem relativ einfachen Prozess wieder rückstandslos getrennt werden. Das Precured-Material kann nach einer Trennung allerdings nicht mehr verwendet werden.
Allgemein ist der Prozess jedoch nicht weit verbreitet. Denn: Die Handhabung un-terscheidet sich gänzlich zu OCR und OCA. Jeder Partikel bleibt am Precured kleben und sofern er nicht transparent ist beziehungsweise einen anderen Bre-chungsindex hat, wird er sichtbar. Diese Verunreini-gungen können zudem entsprechend der Eigenschaf-ten des Precured nicht entfernt werden. Analog kann es ebenfalls nicht gesäubert werden. Die Arbeit im Rein-raum allein reicht hierbei nicht aus. Um Schwebestoffe beispielsweise durch stati-sche Aufladung auszuschließen, muss der gesamte Kle-beprozess im Vakuum abgewickelt werden. Daraus folgt ein höherer Aufwand und mehr Apparatewissen, da der Operator nicht im Vakuum arbeiten kann, sondern eine Maschine bedienen muss. Aber: Da hier keine Reinigung anfällt und Fehlversuche relativ kosten-neutral heilbar sind, bietet sich dieses Verfahren häufig auch schon unter reiner Kostenbetrachtung an.
Am Ende bleibt daher die Frage: Welches Material muss für welches Endprodukt wie verklebt werden? Diese Überlegung sollte Material, Form, Einsatzgebiet, -temperatur und -dauer sowie die geplanten Ausgaben beinhalten. Erst dann kann ein zielgerichtetes, qualitatives Bonding gefunden werden. Anders herum funktioniert es nicht.

aber auch massive Herausforderungen im Prozess.